

تعریف جوشکاری
جوشکاری عبارتست از اتصال و یکپارچه کردن قطعات فلزی به طور عام و فولادی به طور خاص، به کمک حرارت، فشار و یا ترکیبی از حرارت و فشار. ردپای تاریخی جوشکاری را باید در جوش سندانی دنبال کرد. در این شیوه دو قطعه فولادی گداخته شده با ضربات چکش و یا سنبه با یکدیگر یکپارچه می شدند.
در هر فرایند جوشکاری عوامل زیر مورد نیاز است:
-
منبع ایجاد گرما یا فشار (منبع ایجاد کننده گرما می تواند شعله یا منبع الکتریکی باشد)
-
فلز مادر یا فلز پایه (منظور از فلز پایه قطعات فلزی است که باید با یکدیگر یکپارچه شوند)
-
فلز پرکننده یا فلز جوش (فلز پرکننده نیز فلزیست که در فرایند جوشکاری ذوب شده و درز بین دو قطعه فلز پایه را پر می کند)
عوامل مهم در جوشکاری
در جوشکاری قوسی چهار عامل مهم وجود دارد که تاثیر زیادی بر کیفیت جوش دارند و برای اینکه جوش خوبی بدست آید، لازم است هریک از آنها با نوع کار و وسایل مورد استفاده هماهنگ شوند که این چهار عامل عبارتند از:
-
شدت جریان
-
طول قوس یا ولتاژ قوس
-
سرعت پیشروی
-
زاویه الکترود
شدت جریان قوس متناسب با قطر الکترود مصرفی روی ماشین جوشکاری میزان می شود. هرچه قطر الکترود بیشتر باشد، جریان مصرفی بیشتر است. همیشه میزان آمپری که سازنده الکترود توصیه کرده است، مورد توجه قرار گیرد.
ولتاژ قابلیت تشکیل و تداوم قوس الکتریکی را معین کرده و میزان پایداری یا دوام آن را مشخص می کند. اگر ولتاژ زیاد باشد، طول قوس بلند بوده و ممکن است موجب انحراف قوس گردد. اگر میزان ولتاژ خیلی کم باشد، طول قوس خیلی کوچک بوده و برقراری قوس بسیار مشکل است.
انواع جوش
به منظور برقراری ارتباط بین فلزهای پایه، انواع مختلفی از جوش به شرح زیر وجود دارد:
نوع جوش | تعریف | شکل شماتیک |
| جوش گوشه | جوشی است که بر وجوه جانبی دو قطعه مجاور هم رسوب می کند | 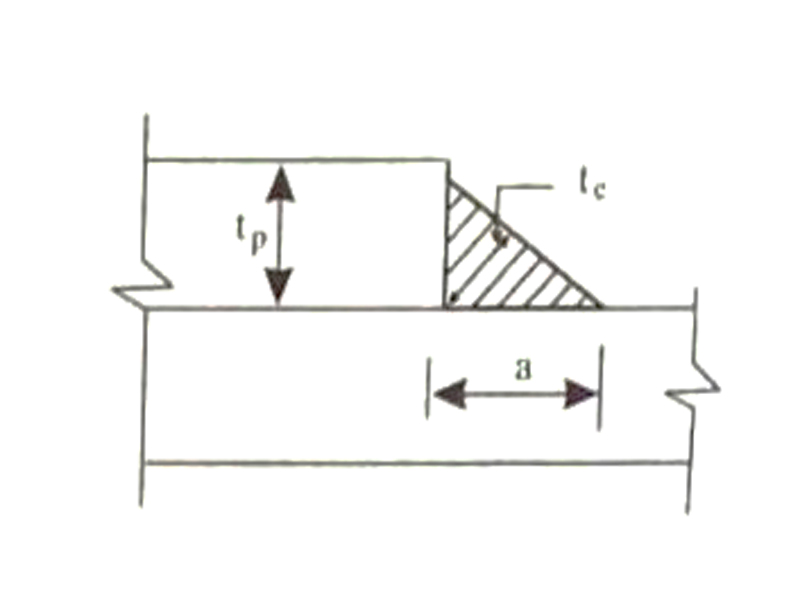 |
| جوش شیاری | جوشی است که در درز بین دو قطعه رسوب می کند و در دو نوع با نفوذ کامل و با نفوذ نسبی اجرا می شود | 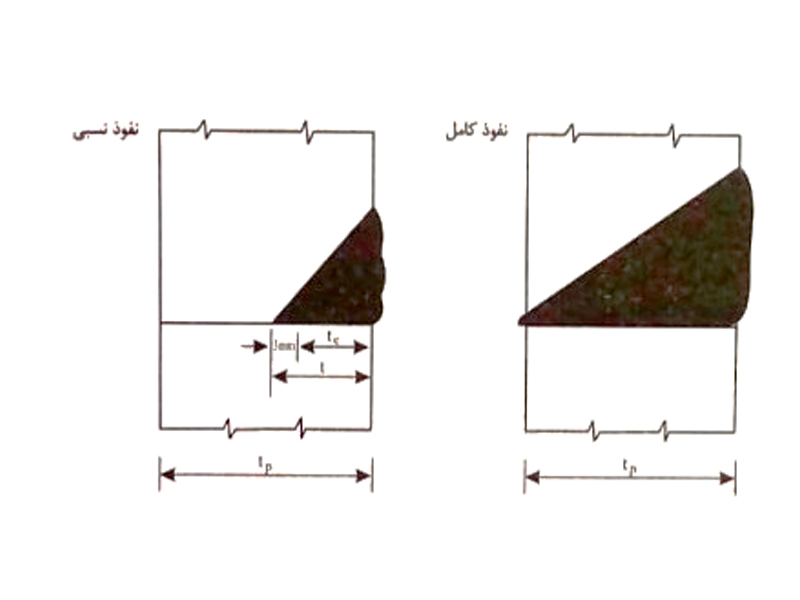 |
| جوش انگشتانه | جوشی است که درون یک سوراخ به صورت توپر داده می شود |  |
| جوش کام | جوشی است که درون یک شکاف به صورت توپر داده می شود |  |
| جوش در حفره و شیار | جوش گوشه ایست که در پیرامون یک سوراخ یا شکاف اجرا می شود | — |
عیوب اصلی جوش
در صورتیکه روشها و فنون صحیح جوشکاری به کار گرفته نشود، ممکن است معایبی در سطح یا داخل فلز جوش به وجود آید. بعضی از این معایب رایج عبارتند از:
-
ذوب ناقص (Lack of Fusion-LOF)
-
نفوذ ناقص (Lack of Penetration-LOP)
-
تخلخل (Porosity)
-
بریدگی کناره جوش (Undercut)
-
ناخالصی های حبس شده یا آخال سرباره (Slag Inclusion)
-
سررفتن جوش روی فلز پایه یا اصطلاحا لوچه (Overlap)
-
گرده اضافی در جوش (Excess Weld)
-
لکه قوس (Arc Strike)
-
انواع ترکها (Cracks)
-
عدم پرشدگی شیار (Under fill)
-
جرقه و پاشش (Spatter)
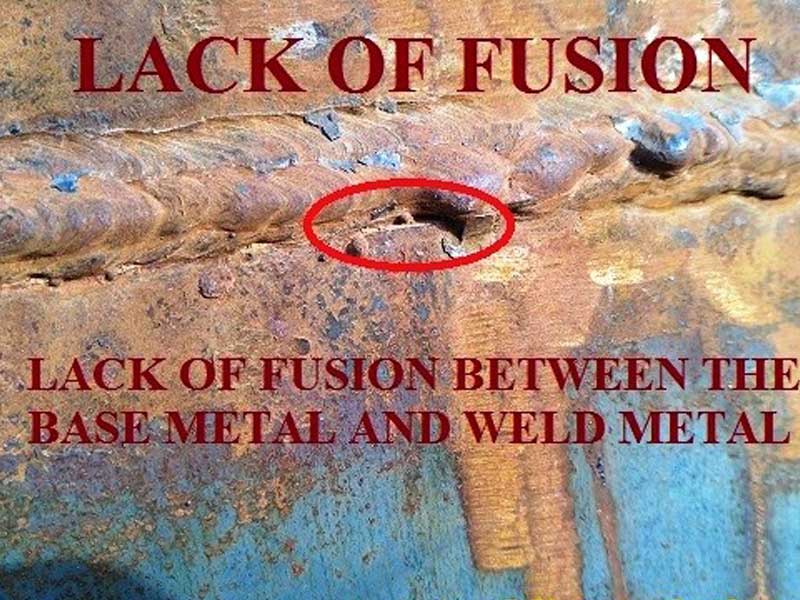
۱- ذوب ناقص
ذوب ناقص از عدم امتزاج کامل فلزهای پایه و جوش بوجود می آید که رایجترین علل وجود این عیب تمیز نبودن سطح جوش و پوشیدگی آن با گل جوش، گرد و غبار، زنگ زدگی یا هر عاملی که مانع از امتزاج کامل این دو شود، می باشد. لازم بذکر است این عیب به علت کافی نبودن حرارت ورودی برای جوشکاری، انتخاب نادرست قطبیت جریان و گاز محافظ، طرح اتصال نامناسب، نوع یا اندازه نامناسب الکترود و تنظیم نادرست جریان و سرعت جوشکاری نیز اتفاق می افتد.
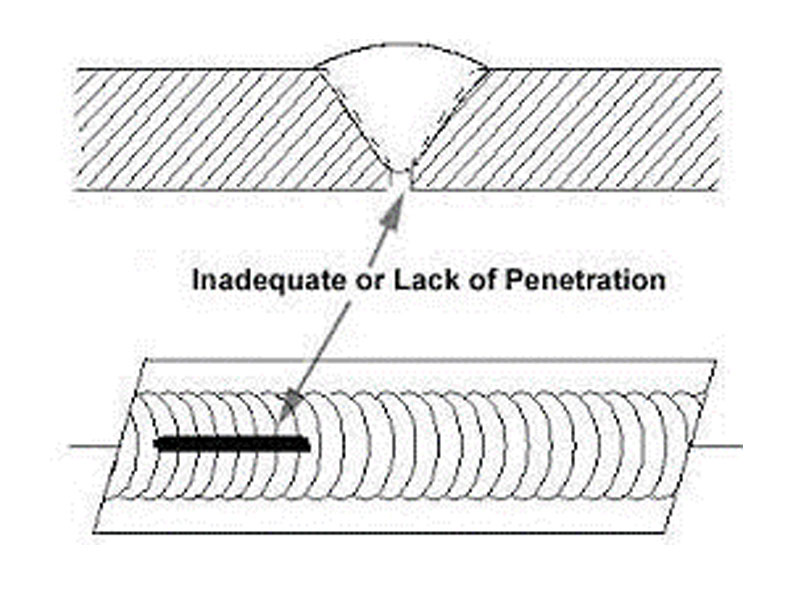
 ۲- نفوذ ناقص
۲- نفوذ ناقص
همانطور که از نام این عیب نیز برمی آید، وقتی نفوذ جوش در درز یا شیار مورد جوشکاری از میزان طراحی شده برای آن کمتر باشد که معمولا در جوشهای شیاری نفوذی پیش می آید. نفوذ ناقص تنها در شرایطی که در طراحی اولیه در نظر گرفته شده باشد قابل پذیرش است. عمده شرایط پیش آمدن این عیب عبارتند از:
-
ضخامت پیشانی ریشه بیش از نیاز دهانه ریشه باشد
-
دهانه ریشه خیلی کوچک باشد
-
زاویه پخی شیار V شکل خیلی کوچک در نظر گرفته شده باشد
-
اندازه الکترود انتخابی خیلی بزرگ باشد
-
سرعت حرکت الکترود خیلی زیاد باشد
-
شدت جریان جوشکاری خیلی پایین تنظیم شده باشد
 ۳- تخلخل
۳- تخلخل
تخلخل در صورتی اتفاق می افتد که حفره های گاز در فلز جوش مذاب، حبس شده و تا زمان سرد شدن فلز از آن خارج نشوند. عمده دلایل رخ دادن این عیب در طول جوشکاری، مربوط به استفاده از طول قوسهای بسیار بلند و یا جریانهای خیلی زیاد است که به غیر از این دو مورد وجود رطوبت، وزش باد در سطح جوش و کاربرد الکترود نامرغوب از دیگر دلایل وقوع این عیب هستند. تخلخل به دو صورت پراکندگی یکنواخت در طول جوش و یا یک حفره بزرگ در ریشه جوش گوشه یا شیاری می تواند پدیدار شود.
از آنجایی که تخلخل سطحی تاثیر مستقیمی در کاهش مقاومت خستگی فلز جوش دارد، ایجاد حفره هایی در سطحی جوش بسیار خطرناکتر از ایجاد همان حفره ها در عمق جوش هستند.
با رعایت موارد زیر به خوبی می توان از ایجاد تخلخل در جوش جلوگیری کرد:
-
خشک کردن الکترود در خشک کن قبل از استفاده
-
تنظیم شدت جریان جوشکاری
-
تنظیم طول قوس
-
عدم جوشکاری در شرایط نامساعد آب و هوایی
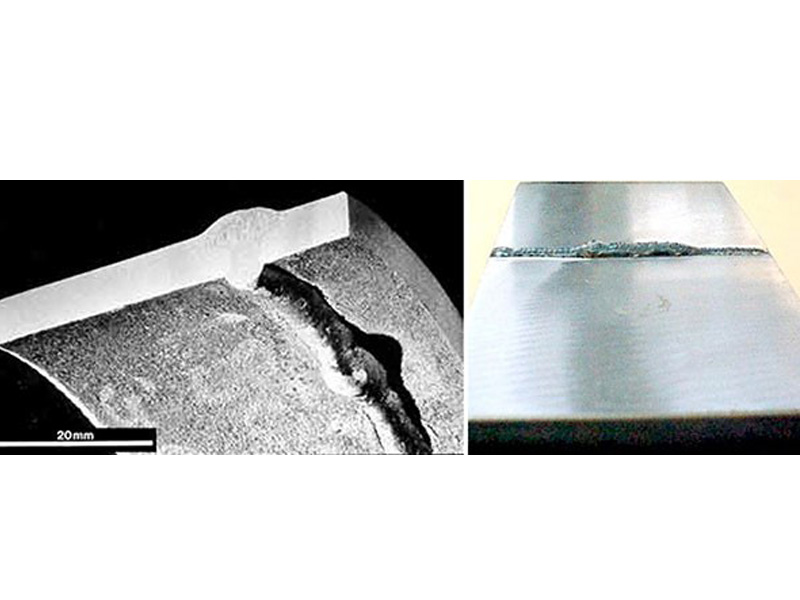
۴- بریدگی کنار جوش
ذوب شدن شیاری فلز مبنا، در انتهای ساق جوش که به وسیله فلز جوش پر نشده را بریدگی کنار جوش می گویند. این عیب در صورت استفاده از شدت جریان زیاد یا طول قوس زیاد بوجود می آید که می تواند فلز مبنا را بسوزاند و یا تکه هایی از آن را جدا کند و باعث بوجود آمدن شیاری در جوش شود. این عیب را می توان با جوشکاری مجدد ناحیه با الکترودهای نمره پایینتر پر نمود.
این عیب در جوشهای شیاری، ممکن است هم روی سطح و هم در ریشه اتصال ایجاد شود که از علل آن می توان به تکنیک جوشکاری نامناسب، سرعت جوشکاری زیاد و استفاده از شدن جریان بیش از اندازه و طول قوس بلند اشاره کرد.
با روش مناسب جوشکاری بریدگی کنار جوش حذف می شود و نیازی به تعمیر مجدد آن نیست. بنابراین چنانچه بریدگی ایجاد شود، این سوال مطرح می شود که آیا این بریدگی مضر است و نیاز به تعمیر مجدد دارد؟
در پاسخ باید گفت:
۱- اگر بریدگی باعث تقلیل قابل توجهی در مقطع شود، مجاز نمی باشد (برای اطلاع از این مقدار باید به جداول مربوط به حدود پذیرش بازرسی چشمی مراجعه کرد)
۲- اگر نیروی مورد انتقال، عمود بر محور بریدگی باشد، آنگاه بریدگی به عنوان نقطه ضعیفی برای افزایش خستگی به حساب می آید.
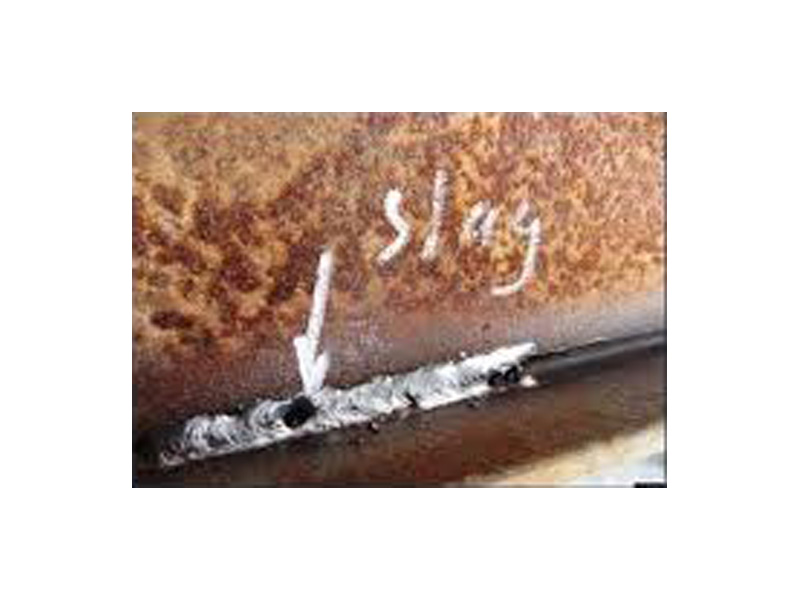
۵- حبس سرباره یا آخال سرباره
در واقع وجود هرگونه مواد غیرفلزی جامد که در هنگام جوشکاری، بین فلز جوش یا بین فلز جوش و فلز پایه حبس شده اند را آخال سرباره می گویند. این عیب بیشتر در جوشهای با فرآیندهای قوسی دستی و یا جوشکاریهای زیرپودری اتفاق می افتد.
هنگام ذوب روکش الکترود در عملیات جوشکاری، گل جوش تشکیل می گردد که مخلوطی است از اکسید فلزات و ترکیبات دیگر است و بدلیل وزن مخصوص کمتری که نسبت به فلز مبنای مذاب دارد به سطح حوضچه مذاب جوش آمده و پس از سرد شدن، به راحتی با ضربات چکش از سطح آن کنده می شود. در صورت سرعت زیاد سرد شدن جوش، ممکن است گل جوش نتواند خود را به سطح حوضچه مذاب برساند و در آن باقی بماند. علاوه بر این، در حالتی که نیاز است که برای تامین اندازه جوش، چند پاس مختلف از جوش اجرا شود، باید توجه داشت که گل جوش پاس قبلی، قبل از اجرای پاس بعدی جوش کنده شده و سپس اقدام به جوشکاری مجدد شود که عدم توجه به این مورد یکی از شایعترین دلایل حبس سرباره در هنگام جوشکاری است.
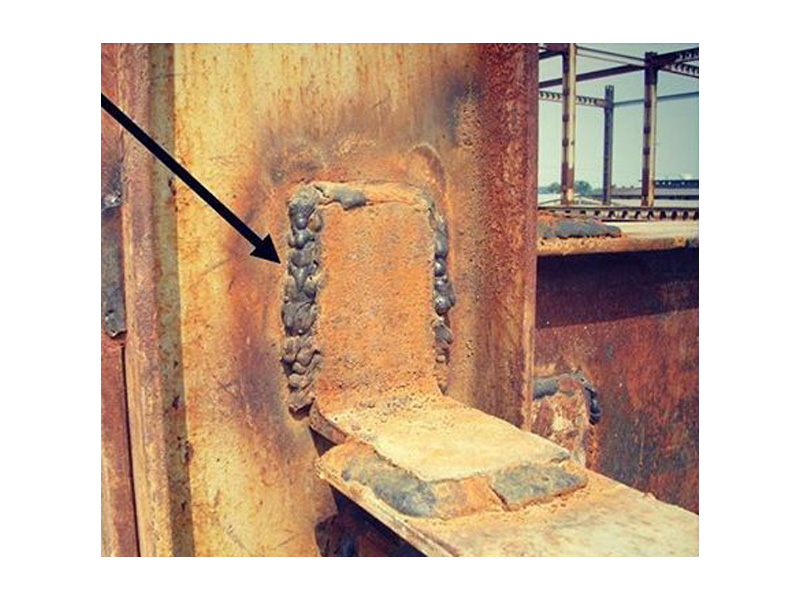
۶- سر رفتن جوش روی فلز پایه یا لوچه
زمانی که فلز جوش، بدون ذوب کردن کامل فلز پایه، روی آن جاری می شود لوچه یا سررفتن جوش اتفاق افتاده است که اغلب با اصطلاح شره کردن جوش شناخته می شود. این عیب با ایجاد یک شیار روی سطح قطعه باعث بوجود آمدن یک ناپیوستگی در جوش شده که بسیار خطرناک می باشد زیرا در نتیجه این شیار، تمرکز تنش در این نقطه از جوش افزایش یافته و در نهایت باعث رشد ترک در جوش می شود. علت اصلی رخ دادن این عیب، سرعت پایین در جوشکاری است. زمانیکه سرعت نوک الکترود خیلی پایین است، مقادیر زیادی از فلز جوش در حال رسوب، از لبه های نوار جوش به سمت بیرون سرریز (یا شره) می کنند و جوش کاملی بدست نمی آید. راه کار مقابله با این مشکل در جوشکاری افزایش میزان سرعت جوشکاری تا حد مورد نیاز است.
۷- گرده اضافی در جوش
زمانیکه فلز جوش، بیشتر از مقدار مورد نیازی که برای پر کردن اتصال لازم است در طول جوشکاری تولید شود، در سطح جوشکاری اصطلاحا گرده جوش پدید می آید که عمده ترین مشکل آن ایجاد یا احتمال ایجاد گوشه های تیز در پنجه جوش است که با افزایش ارتفاع گرده جوش نیز حساسیت بیشتری در این ناحیه بوجود می آید. معمولا گرده اضافی جوش در پاسهای مربوط به ریشه و یا پاسهای نهایی جوشکاری اتفاق می افتد.
۸- لکه قوس
لکه قوس یکی از عیوبی است که در صورت وقوع در حین جوشکاری قابل پذیرش نیست و باعث رد شدن جوشکاری می شود. به طور کلی لکه جوش در اثر روشن کردن قوس روی سطح فلز پایه و در خارج از درز اتصال به وجود می آید و باعث پدیدار شدن نقاطی در روی سطح فلز پایه می شود. این نقاط کوچک، در واقع محل ذوب و سرد شدن سریع فلز پایه هستند که موجب ایجاد ترک در آن می شوند که دلیل محکمی برای رد شدن جوش به حساب می آید.

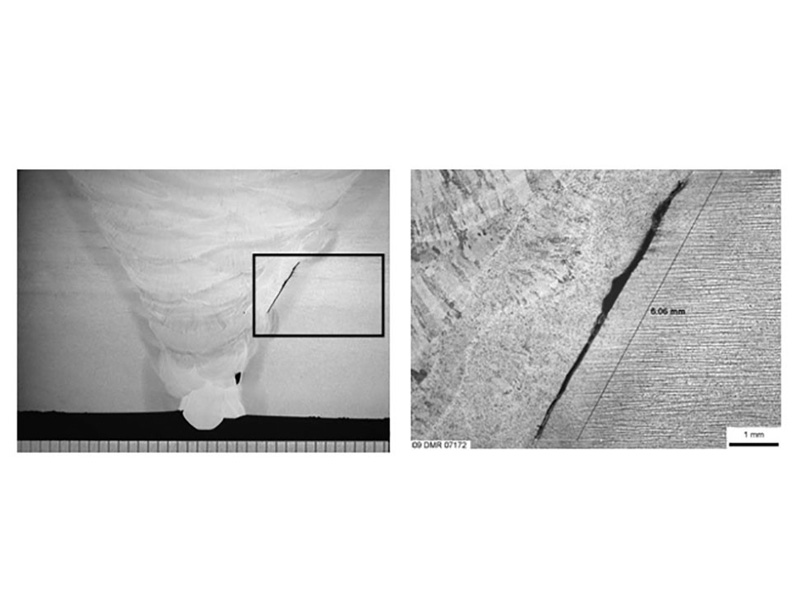
۹- ترکها در جوش
ترکها از خطرناکترین معایب در جوش هستند که ممکن است در طول جوش یا عمود بر آن اتفاق بیفتد. ترک معمولا در اثر تنشهای داخلی بوجود می آید که ممکن است در فلز پایه و یا در فلز جوش و یا حتی در حدفاصل این دو رخ می دهد.
ترک خوردگی در فلزات به سه رده اصلی تقسیم بندی می شوند که در جدول زیر آورده شده اند:
نوع ترک | خلاصه توضیحات مربوطه | نمونه ترک ایجاد شده |
| ترک خوردگی گرم
| در درجه حرارت بالا و در اثر سرد شدن ناگهانی جوش، پس از رسوب جوش و شروع انجماد آن، اتفاق می افتد. اکثر ترکهای جوشکاری از این نوع هستند. این ترکها خود بر سه نوعند: ترک انجمادی، ترک ذوبی و ترک افت انعطاف پذیری | 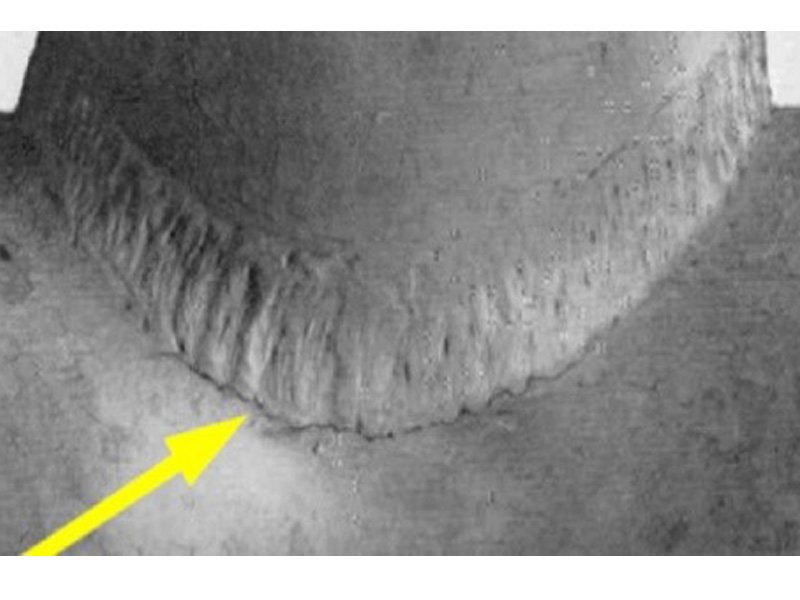 |
| ترک خوردگی سرد
| ترکهایی که در دمای معمولی هوا اتفاق می افتند ترک سرد گفته می شود. ترک سرد ممکن است حتی روزها پس از علمیات جوشکاری رخ دهد که در فولاد بیشتر از انواع دیگر فلزات رخ می دهد |  |
| ترکهای مویی
| این نوع ترکها به قدری ریز هستند که با چشم غیرمسلح قابل دیدن نیستند و برای مشاهده آنها باید حداقل تا ۱۰ برابر بزرگنمایی در هنگام بازدید از جوش داشته باشیم. ترک مویی می تواند از نوع گرم یا سرد باشد و باعث کاهش عمر مفید سازه های معمولی نمی شود |
ترکهای ایجاد شده در جوشکاری، بسته به محل ایجاد ترک، نامگذاری جداگانه ای دارند مانند ترک پنجه، ترک فلز جوش، ترک زیر سطح جوش و … .
۱۰- عدم پرشدگی شیار
عدم پرشدگی شیار، زمانی در جوشکاری رخ می دهد که فلز پرکننده رسوب نسبت به شیار در حال جوشکاری کافی نباشد. به عبارت دیگر این عیب در اثر کمبود رسوب فلز جوش در مقطع در حال جوشکاری رخ می دهد.
۱۱- جرقه و پاشش
در فرایند جوشکاری ممکن است ذراتی از فلز جوش به اطراف پراکنده شود که به آن جرقه و پاشش می گویند. این عیب از جمله عیوب سطحی جوشکاری به حساب می آید و اغلب از اهمیت و حساسیت کمی برخوردار است، بااین حال در صورتی که پاشش به صورت قطرات بزرگ اتفاق بیفتد، گرمای کافی برای ایجاد حساسیت به ترک را پیدا کرده و باید از عدم آسیب به جوش اطمینان حاصل کرد.





خیلی عالی بود بخدا من اینجور کامل مطلب نخونده بودم.. دست گل نویسنده عزیز درد نکنه.. خدا خیرت بده
خوشحال هستیم که مطلب مورد توجه شما قرار گرفته است.
خیلی کامل و منسجم
ممنون